|
|
|
| 1 2 3 4 5 6 Возврат |
|
Неполный профиль 55° |
|
|
|
| Неполный профиль 55° | ||||||||||
Обозначение |
Диапазон шага |
TPI |
||||||||
| 11 ER/EL (ШАГ) 55 | A | |||||||||
| 16 ER/EL (ШАГ) 55 | A; G; AG | |||||||||
| 16 ERM (ШАГ) 55 | G; AG | |||||||||
| 22 ER/EL (ШАГ) 55 | N | |||||||||
| 22 ER/EL (ШАГ) 55 | Q | |||||||||
| 06 IR/IL (ШАГ) 55 | A | |||||||||
| 08 IR/IL (ШАГ) 55 | A | |||||||||
| 11 IR/IL (ШАГ) 55 | A | |||||||||
| 16 IR/IL (ШАГ) 55 | A; G; AG | |||||||||
| 16 IRM (ШАГ) 55 | G; AG | |||||||||
| 22 IR/IL (ШАГ) 55 | N | |||||||||
| 22 IR/IL (ШАГ) 55 | Q | |||||||||
| 08 U IRL U 55 | 1.75-2.0 | 14-11 | ||||||||
| 22 U EIRL U 55 | 5.5-8.0 | 4.5-3.25 | ||||||||
| 27 U EIRL U 55 | 6.5-9.0 | 4-2.75 | ||||||||
|
Для нарезания резьбы в упор используйте пластину типа grip GIP-WT, см. далее - ERM/IRM штампованные со стружколомом. - Система идентификации пластин, см. 1 |
|
GIP-WT |
|
|

|
| GIP-WT | ||||||||||
W |
Обозначение |
R±0.02 |
M |
а° |
||||||
| 3.4 | GIP 3.4-WT 0.05 | 0.05 | 2.4 | 55° | ||||||
| 4.4 | GIP 4.4-WT 0.15 | 0.15 | 3.2 | 55° | ||||||
| 5.4 | GIP 5.4-WT 0.25 | 0.25 | 4.0 | 55° | ||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
| GIP 3.4-WT 0.05 | 0.47 | 0.160 x D |
| GIP 4.4-WT 0.15 | 1.31 | 0.160 x D |
| GIP 5.4-WT 0.25 | 2.04 | 0.157 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
|
GMP-WT |
|
|

|
| GMP-WT | ||||||||||
W |
Обозначение |
R±0.03 |
M |
а° |
||||||
| 2.4 | GMP 2.4-WT 0.05 | 0.05 | 1.9 | 55° | ||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
| GMP 2.4-WT 0.05 | 0.47 | 0.167 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
|
GIPI-...WT |
|
|
|
| GIPI-WT | ||||||||||
W |
Обозначение |
R±0.03 |
а° |
|||||||
| 3.4 | GIPI 3.4-WT 0.10 | 0.10 | 55° | |||||||
| 5.4 | GIPI 5.4-WT 0.20 | 0.20 | 55° | |||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
øDmin |
| GIPI 3.4-WT 0.10 | 0.95 | 0.187 x D | 20 |
| GIPI 5.4-WT 0.20 | 1.67 | 0.187 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
|
Неполный профиль 55° - внутренний |
|
|

|
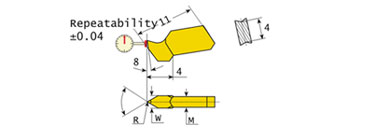
| GIQR/L...WT | ||||||||||
Обозначение |
а° |
R±0.03 |
T |
F |
LRef |
øDmin |
Мин. шаг |
Макс. шаг |
||
| GIQR/L 8-WT-0.05 | 55° | 0.05 | 1.5 | 4.8 | 7.78 | 8.0 | 0.50 | 0.17xD(1) | ||
| GIQR/L 11-WT-0.05 | 55° | 0.05 | 2.0 | 6.7 | 10.68 | 11.0 | 0.50 | 0.17xD(1) | ||
|
(1) D - диаметр резьбы Может быть использован для фрезерования резьбы. Пластины сделаны из IC528 (покрытие PVD). |
|
Неполный профиль 60° |
|
|
|
| Неполный профиль 60° | ||||||||||
Обозначение |
Диапазон шага |
TPI |
||||||||
| 11 ER/EL (ШАГ) 60 | A | |||||||||
| 16 ER/EL (ШАГ) 60 | A; G; AG | |||||||||
| 16 ERM (ШАГ) 60 | A; G; AG | |||||||||
| 22 ER/EL (ШАГ) 60 | N; Q | |||||||||
| 22 ERM (ШАГ) 60 | N | |||||||||
| 22 ER/EL (ШАГ) 60 | Q | |||||||||
| 06 IR/IL (ШАГ) 60 | A | |||||||||
| 06 IRM (ШАГ) 60 | A | |||||||||
| 08 IR/IL (ШАГ) 60 | A | |||||||||
| 08 IRM (ШАГ) 60 | A | |||||||||
| 11 IR/IL (ШАГ) 60 | A | |||||||||
| 11 IRM (ШАГ) 60 | A | |||||||||
| 16 IR/IL (ШАГ) 60 | A; G; AG | |||||||||
| 16 IRM (ШАГ) 60 | A; G; AG | |||||||||
| 22 IR/IL (ШАГ) 60 | N | |||||||||
| 22 IRM (ШАГ) 60 | N | |||||||||
| 27 IR/IL (ШАГ) 60 | Q | |||||||||
| 08 U IRL U 60 | 1.75-2.0 | 14-11 | ||||||||
| 22 U EIRL U 55 | 5.5-8.0 | 4.5-3.25 | ||||||||
| 27 U EIRL U 55 | 6.5-9.0 | 4-2.75 | ||||||||
|
Для нарезания резьбы в упор используйте пластину типа grip GIP-MT, см. далее - ERM/IRM штампованные со стружколомом. - Система идентификации пластин, см. 1 |
|
GIP-...MT |
|
|
|
|
| GIP-MT | ||||||||||
W |
Обозначение |
R±0.03 |
M |
а° |
||||||
| 3.4 | GIP 3.4-MT 0.05 | 0.05 | 2.4 | 60° | ||||||
| 4.4 | GIP 4.4-MT 0.15 | 0.15 | 3.2 | 60° | ||||||
| 5.4 | GIP 5.4-MT 0.25 | 0.25 | 4.0 | 60° | ||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
| GIP 3.4-MT 0.05 | 0.45 | 0.175 x D |
| GIP 4.4-MT 0.15 | 1.25 | 0.175 x D |
| GIP 5.4-MT 0.25 | 1.94 | 0.176 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
|
Неполный профиль 60° - внутренний |
|
|

|
| GIQR/L...WT | ||||||||||
Обозначение |
а° |
R±0.03 |
T |
F |
LRef |
øDmin |
Мин. шаг |
Макс. шаг |
||
| GIQR/L 8-MT-0.05 | 60° | 0.05 | 1.5 | 4.8 | 7.78 | 8.0 | 0.90 | 0.19xD(1) | ||
| GIQR/L 11-MT-0.05 | 60° | 0.05 | 2.0 | 6.7 | 10.68 | 11.0 | 0.90 | 0.19xD(1) | ||
|
(1) D - диаметр резьбы Может быть использован для фрезерования резьбы. Пластины сделаны из IC528 (покрытие PVD). |
|
GMP-MT |
|
|
|
|
| GMP-MT | ||||||||||
W |
Обозначение |
R±0.02 |
M |
а° |
||||||
| 2.4 | GMP 2.4-MT 0.05 | 0.05 | 1.9 | 60° | ||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
| GMP 2.4-MT 0.05 | 0.90 | 0.187 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
|
GIPI-...MT |
|
|
|
|
| GIPI-MT | ||||||||||
W |
Обозначение |
R±0.03 |
а° |
|||||||
| 3.4 | GIPI 3.4-MT 0.10 | 0.10 | 60° | |||||||
| 5.4 | GIPI 5.4-MT 0.20 | 0.20 | 60° | |||||||
Обозначение |
Минимальный шаг |
Максимальный шаг(1) |
| GIPI 3.4-MT 0.10 | 1.80 | 0.205 x D |
| GIPI 5.4-MT 0.20 | 3.19 | 0.205 x D |
| (1) D - диаметр резьбы (максимальный шаг <= W) |
| 1 2 3 4 5 6 Возврат |