
|
|
Сменные цельные твердосплавные фрезерные головки |
| 1 - 2 - 3 - 4 - [Возврат] |
| MM ESB-G | |
|

|
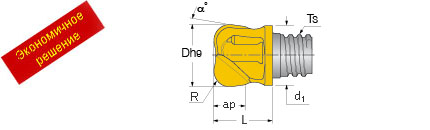
| MM ESB-G Заготовки для сферических фрезерных головок | |||||||||
Обозначение |
d |
R |
L |
Ts |
d1 |
IC808 |
|||
| MM ESB-G 080-10 T05 | 8.0 | 4.15 | 10.35 | T05 | 7.6 | + | |||
| MM ESB-G 100-13 T06 | 10.0 | 5.20 | 13.35 | T06 | 9.6 | + | |||
| MM ESB-G 120-17 T08 | 12.0 | 6.20 | 16.85 | T08 | 11.5 | + | |||
| MM ESB-G 160-21 T10 | 16.0 | 8.15 | 20.85 | T10 | 15.2 | + | |||
| MM ESB-G.373-.56T06 | 9.53 | 4.90 | 13.35 | T06 | 9.6 | + | |||
| MM ESB-G.500-.67T08 | 12.70 | 6.50 | 17.05 | T08 | 11.5 | + | |||
| MM ESB-G.625-.83T10 | 15.875 | 8.15 | 20.85 | T10 | 15.2 | + | |||
| - зажимной ключ заказывается дополнительно; | P | Сталь | |||||||
| M | Нержавеющая ст. | ||||||||
| K | Чугун | + | |||||||
| S | Жаропр. сплавы | + | |||||||
| N | Алюминий | + | |||||||
|
MM HT |
|
|

|
| MM HT 2-х зубые тороидальные фрезерные головки | ||||||||||
Обозначение |
D |
Z |
ap |
Ts |
d1 |
L |
α° |
R |
Диапазон(1) радиусов |
IC908 |
| MM HT100C08R0.5-2T06 | 10.0 | 2 | 7.0 | T06 | 9.6 | 12.4 | 5 | 0.5 | R0.0±R1.0 | + |
| MM HT100C08R1.0-2T06 | 10.0 | 2 | 7.0 | T06 | 12.4 | 5 | 1.0 | R0.0±R1.0 | + | |
| MM HT100N06R2.0-2T06 | 10.0 | 2 | 6.0 | T06 | 12.6 | 7 | 2.0 | R0.0±R3.0 | + | |
| MM HT120N06R3.0-2T06 | 12.0 | 2 | 5.7 | T06 | 9.1 | 7 | 3.0 | R2.7±R4.0 | + | |
| MM HT120N06R4.0-2T06 | 12.0 | 2 | 5.4 | T06 | 9.1 | 7 | 4.0 | R2.7±R4.0 | + | |
| MM HT120N06R1.6-2T08 | 12.0 | 2 | 6.3 | T08 | 11.5 | 11.1 | 7 | 1.6 | R1.3±R2.7 | + |
| MM HT120N06R2.0-2T08 | 12.0 | 2 | 6.2 | T08 | 11.1 | 7 | 2.0 | R1.3±R2.7 | + | |
| MM HT120N06R2.5-2T08 | 12.0 | 2 | 6.1 | T08 | 11.1 | 7 | 2.5 | R1.3±R2.7 | + | |
| MM HT120N06R3.0-2T08 | 12.0 | 2 | 6.1 | T08 | 11.1 | 7 | 3.0 | R2.7±R4.4 | + | |
| MM HT120N06R4.0-2T08 | 12.0 | 2 | 5.9 | T08 | 11.1 | 7 | 4.0 | R2.7±R4.4 | + | |
| MM HT120N06R5.0-2T10 | 16.0 | 2 | 8.0 | T10 | 15.2 | 20.2 | 7 | 5.0 | R2.7±R4.4 | + |
| MM HT200N11R3.0-2T12 | 20.0 | 2 | 11.1 | T12 | 18.3 | 17.0 | 7 | 3.0 | R3.0±R8.0 | + |
| MM HT200N11R4.0-2T12 | 20.0 | 2 | 11.5 | T12 | 17.4 | 7 | 4.0 | R3.0±R8.0 | + | |
| MM HT200N11R5.0-2T12 | 20.0 | 2 | 11.5 | T12 | 17.4 | 7 | 5.0 | R3.0±R8.0 | + | |
| MM HT200N11R6.0-2T12 | 20.0 | 2 | 11.4 | T12 | 17.4 | 7 | 6.0 | R3.0±R8.0 | + | |
| MM HT200N11R8.0-2T12 | 20.0 | 2 | 11.3 | T12 | 17.4 | 7 | 8.0 | R3.0±R8.0 | + | |
| (1) по заказу; | P | Сталь | + | |||||||
| - не смазывать резьбовое соединение; - зажимной ключ заказывается дополнительно; | M | Нержавеющая ст. | + | |||||||
| - шлифованная передняя поверхность с передним углом0°; | K | Чугун | + | |||||||
| - конический профиль позволяет обрабатывать высокие стенки под 90°; | S | Жаропр. сплавы | + | |||||||
| - возможно обрабатывать закалённую сталь. | H | Закаленная сталь | + | |||||||
|
MM ETR |
|
|

|
| MM ETR 6-ти зубые тороидальные фрезерные головки | ||||||||
Обозначение |
D |
Z |
ap |
Ts |
d1 |
L |
R |
IC908 |
| MM ETR080A04R2.0-6T05 | 8.0 | 6 | 4.0 | T05 | 7.6 | 10.00 | 2.0 | + |
| MM ETR100A05R3.0-6T06 | 10.0 | 6 | 5.0 | T06 | 9.6 | 13.00 | 3.0 | + |
| MM ETR120A07R4.0-6T08 | 12.0 | 6 | 7.0 | T08 | 11.5 | 16.00 | 4.0 | + |
| MM ETR160A09R5.0-6T010 | 16.0 | 6 | 9.0 | T10 | 15.2 | 20.50 | 5.0 | + |
| - зажимной ключ заказывается дополнительно; | P | Сталь | + | |||||
| - не смазывать резьбовое соединение. | M | Нержавеющая ст. | + | |||||
| K | Чугун | + | ||||||
| S | Жаропр. сплавы | + | ||||||
| H | Закаленная сталь | + | ||||||
| MM FF (FEEDMILL) | |
 |
 |
| MM FF 2-х зубые фрезерные головки FEEDMILL | |||||||||
Обозначение |
D |
Z |
ap |
Ts |
d1 |
L |
α° |
R(1) |
IC908 |
| MM FF100R1.5-L12-2T06 | 10.0 | 2 | 0.6 | T06 | 9.6 | 12.5 | 10 | 2.0 | + |
| MM FF120R2.0-2T08 | 12.0 | 2 | 1.0 | T08 | 11.5 | 11.1 | 10 | 2.5 | + |
| MM FF160R2.0-L20-2T10 | 16.0 | 2 | 1.1 | T10 | 15.2 | 20.0 | 10 | 3.0 | + |
| MM FF200R2.0-2T10 | 20.0 | 2 | 1.5 | T12 | 18.3 | 17.5 | 10 | 3.3 | + |
| (1)R - радиус для программирования ЧПУ; | P | Сталь | + | ||||||
| - зажимной ключ заказывается дополнительно; | M | Нержавеющая ст. | + | ||||||
| - не смазывать резьбовое соединение; | K | Чугун | + | ||||||
| - высокая подача при малой глубине резания. | S | Жаропр. сплавы | + | ||||||
| H | Закаленная сталь | + | |||||||
Пример обработки: |
Пример обработки: |
|
| Хвостовик: MM S-B-L140-C16-T08 | Хвостовик: MM S-A-L070-W20-T10 | |
| Фрезерная головка: MM FF 120R2.0-2T08 | Фрезерная головка: MM FF 160R2.0-2T10 908 | |
| Материал заготовки: SAE 4340 HRC 28 | Материал заготовки: P20 HRc 52 | |
| Фрезерование: ap = 0.7 мм ae = 8 мм Vc = 150 м/мин Fz = 1 мм/зуб Vf = 7960 мм/мин |
Сверление: ap = 0.2 мм Vc = 80 мм F = 0.24 м/мин |
Фрезерование: ap = 0.2 мм ae = 6 мм Vc = 150 м/мин Fz = 1.4 мм/зуб T = 60 мин Vf = 8355 мм/мин |
| MM HCD |
|
 |
 |
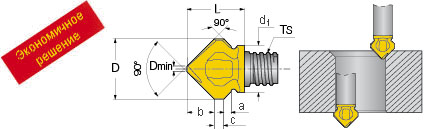
| MM HCD 2-х зубые головки для центрования, снятия фаски и заусенцев | |||||||||||||
Обозначение |
D |
Tol |
Z |
ap |
Ts |
L |
α° |
d1 |
b |
K |
IC908 |
||
| MM HCD080-090-2T05(1) | 8.0 | Z9 | 2 | 7.0 | T05 | 9.75 | 46 | 7.6 | 3.7 | 1 | + | ||
| MM HCD083-090-2T05(1) | 8.3 | Z9 | 2 | 7.5 | T05 | 10.00 | 45 | 7.6 | 3.8 | 1 | + | ||
| MM HCD100-060-2T06 | 10.0 | h10 | 2 | 9.5 | T06 | 11.75 | 30 | 9.6 | 6.8 | 1.5 | + | ||
| MM HCD100-090-2T06(1) | 10.0 | Z9 | 2 | 9.0 | T06 | 11.75 | 45 | 9.6 | 4.5 | 1.5 | + | ||
| MM HCD100-120-2T06 | 10.0 | h10 | 2 | 9.5 | T06 | 12.70 | 60 | 9.6 | 2.7 | 1.5 | + | ||
| MM HCD104-090-2T06(1) | 10.4 | Z9 | 2 | 9.0 | T06 | 11.75 | 45 | 9.6 | 4.7 | 1.5 | + | ||
| MM HCD120-060-2T08 | 12.0 | h10 | 2 | 12.0 | T08 | 15.20 | 30 | 11.5 | 9.3 | 1.5 | + | ||
| MM HCD120-090-2T08 | 12.0 | Z9 | 2 | 12.0 | T08 | 15.50 | 45 | 11.5 | 5.5 | 1.5 | + | ||
| MM HCD120-120-2T08 | 12.0 | h10 | 2 | 12.0 | T08 | 15.20 | 60 | 11.5 | 3.5 | 1.5 | + | ||
| MM HCD124-090-2T08(1) | 12.4 | Z9 | 2 | 12.0 | T08 | 15.50 | 45 | 11.5 | 5.7 | 1.5 | + | ||
| MM HCD.50-080-2T08(2) | 12.7 | Z9 | 2 | 12.0 | T08 | 15.50 | 40 | 11.5 | 6.9 | 1.5 | + | ||
| MM HCD160-060-2T10 | 16.0 | h10 | 2 | 15.0 | T10 | 20.30 | 30 | 15.2 | 12.7 | 1.5 | + | ||
| MM HCD160-090-2T10 | 16.0 | Z9 | 2 | 15.0 | T10 | 18.80 | 45 | 15.2 | 7.5 | 1.5 | + | MM HCD160-120-2T10 | 16.0 | h10 | 2 | 15.5 | T10 | 19.90 | 60 | 15.2 | 4.4 | 1.5 | + | MM HCD166-090-2T10 | 16.5 | Z9 | 2 | 15.0 | T10 | 18.80 | 45 | 15.2 | 7.5 | 1.5 | + |
| (1)Может быть использована для тонкого зенкования (f-типа) под потайные и | P | Сталь | + | ||||||||||
| полупотайные головки винтов согласно DIN 74; | M | Нержавеющая ст. | + | ||||||||||
| (2)Зенкование углублений под американские и британские плоские головки стандартных винтов; | K | Чугун | + | ||||||||||
| - угол 2а при вершине для центрования; - снятие фаски; | S | Жаропр. сплавы | + | ||||||||||
| - зенкование под плоскую головку стандартного винта; - снятие заусенцев; | H | Закаленная сталь | + | ||||||||||
| - не смазывать резьбовое соединение; - зажимной ключ заказывается дополнительно; | |||||||||||||
| MM ECF |
|
 |
 |
| MM ECF 4, 6-ти зубые головки для снятия фасок и зенкования (не может использоваться для сверления) | ||||||||
Обозначение |
D |
Z |
dmin |
ap |
Ts |
d1 |
L |
IC908 |
| MM ECF45-100-4T06 | 10.0 | 4 | 1.95 | 4.0 | T06 | 10.0 | 13.0 | + |
| MM ECF45-120-4T08 | 12.0 | 4 | 1.95 | 5.0 | T06 | 12.0 | 16.5 | + |
| MM ECF45-.500-4T08 | 12.7 | 4 | 1.98 | 5.3 | T08 | 12.7 | 16.5 | + |
| MM ECF45-160-6T10 | 16.0 | 6 | 3.00 | 6.5 | T10 | 16.0 | 20.5 | + |
| MM ECF45-200-6T12 | 20.0 | 6 | 5.00 | 7.5 | T12 | 18.3 | 25.5 | + |
| - зажимной ключ заказывается дополнительно; | P | Сталь | + | |||||
| - не смазывать резьбовое соединение. | M | Нержавеющая ст. | + | |||||
| K | Чугун | + | ||||||
| S | Жаропр. сплавы | + | ||||||
| H | Закаленная сталь | + | ||||||
| MM ECS |
|
 |
 |
| MM ECS Комбинированные центровочные головки для центровых отверсткий по DIN 332 | ||||||||
Обозначение |
D1 |
d1 |
L |
L1 |
Ts |
α° |
IC908 |
|
| MM ECS-A4.00x10-2T06 | 4 | 10 | 19 | 5 | T06 | 60 | + | |
| - зажимной ключ заказывается дополнительно; | P | Сталь | + | |||||
| - не смазывать резьбовое соединение. | M | Нержавеющая ст. | + | |||||
| K | Чугун | + | ||||||
| S | Жаропр. сплавы | + | ||||||
| H | Закаленная сталь | + | ||||||
| Пример обработки: |
| Хвостовик: MM S-A-L075-C10-T06 |
| Режущая головка: MM ECS-A4.00X10-2T06 |
| Материал заготовки: легированная сталь SAE 4340 HRC 38 (~ ГОСТ 40Х2Р2МА) |
| Vc = 60 м/мин F = 0.06 мм/об ap = 9.7 мм Охлаждение = СОЖ Т = 100 мин |
| MM HDF |
|
 |
 |
| MM HDF 2-х зубые комбинированные головки для снятия 45° фасок и заусенцев | |||||||||
Обозначение |
D |
d1 |
Z |
a |
b |
C |
L |
Ts |
IC908 |
| MM HDF120-090-2T06 | 11.8 | 9.3 | 2 | 1.2 | 5.3 | 2.0 | 11.2 | T06 | + |
| - зажимной ключ заказывается дополнительно; | P | Сталь | + | ||||||
| - не смазывать резьбовое соединение. | M | Нержавеющая ст. | + | ||||||
| K | Чугун | + | |||||||
| S | Жаропр. сплавы | + | |||||||
| H | Закаленная сталь | + | |||||||
| MM ESR-G |
|
 |
 |
| MM ESR-G Заготовки для цилиндрических фрезерных головок | ||||||||
Обозначение |
d |
L |
Ts |
d1 |
L1 |
d2 |
IC908 |
|
| MM ESR-G 080-10 T05 | 8.00 | 10.35 | T05 | 7.6 | -- | -- | + | |
| MM ESR-G 100-13 T06 | 10.00 | 13.35 | T06 | 9.6 | -- | -- | + | |
| MM ESR-G 100-19 T06 | 10.00 | 19.45 | T06 | 9.6 | -- | -- | + | |
| MM ESR-G 120-17 T08 | 12.00 | 17.05 | T08 | 11.5 | -- | -- | + | |
| MM ESR-G 160-21 T10 | 16.00 | 20.85 | T10 | 15.2 | -- | -- | + | |
| MM ESR-G 200-26 T12 | 20.00 | 26.00 | T12 | 18.3 | 16.8 | 18.3 (Рис.1) | + | |
| MM ESR-G.375-.56T06 | 9.53 | 13.35 | T06 | 9.6 | -- | -- | + | |
| MM ESR-G.500-.67T08 | 12.70 | 17.05 | T08 | 11.5 | -- | -- | + | |
| - зажимной ключ заказывается дополнительно; | P | Сталь | + | |||||
| - не смазывать резьбовое соединение. | M | Нержавеющая ст. | + | |||||
| K | Чугун | + | ||||||
| S | Жаропр. сплавы | + | ||||||
| H | Закаленная сталь | + | ||||||
| 1 - 2 - 3 - 4 - [Возврат] |