
|
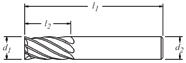
Высокопроизводительные концевые фрезы V-CARB™ Мелкозернистый твердый сплав |
|
|
Предназначены для финишной обработки. Могут также применяться для
фрезерования пазов и черновой контурной обработки. |
|||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
СЕРИЯ 55SS - 5-ти ПЕРЬЕВЫЕ - СЕРИЯ 55SSCR |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
СЕРИЯ 55S - 5-ти ПЕРЬЕВЫЕ НОРМАЛЬНОЙ ДЛИНЫ - СЕРИЯ 55SCR |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
СЕРИЯ 55LS - 5-ти ПЕРЬЕВЫЕ УДЛИННЕННЫЕ - СЕРИЯ 55LSCR |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
РЕЖИМЫ ОБРАБОТКИ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rw - шаг инструмента, Ap - глубина обработки, SpC - коэфф. изменения скорости, FeC - коэфф. изменения подачи | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||