ø
мм |
Сталь <40 HRC
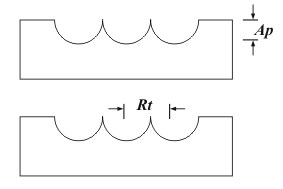
Ap=3%D |
Сталь 40-50 HRC
Ap=2%D |
Сталь 50-60 HRC
Ap=1%D |
V
м/мин |
N
об./мин |
F
мм/зуб |
V
м/мин |
N
об./мин |
F
мм/зуб |
V
м/мин |
N
об./мин |
F
мм/зуб |
| 1 |
300 |
95493 |
0,016 |
200 |
63662 |
0,016 |
120 |
38197 |
0,016 |
| 1,5 |
300 |
63662 |
0,018 |
200 |
42441 |
0,018 |
120 |
25465 |
0,018 |
| 2 |
300 |
47746 |
0,02 |
200 |
31831 |
0,02 |
120 |
19099 |
0,02 |
| 2,5 |
300 |
38197 |
0,025 |
200 |
25465 |
0,025 |
120 |
15279 |
0,025 |
| 3 |
300 |
31831 |
0,03 |
200 |
21221 |
0,03 |
120 |
12732 |
0,03 |
| 4 |
300 |
23873 |
0,035 |
200 |
15915 |
0,035 |
120 |
9549 |
0,035 |
| 5 |
300 |
19099 |
0,045 |
200 |
12732 |
0,045 |
120 |
7639 |
0,045 |
| 6 |
300 |
15915 |
0,054 |
200 |
10610 |
0,054 |
120 |
6366 |
0,054 |
| 8 |
300 |
11937 |
0,1 |
200 |
7958 |
0,1 |
120 |
4775 |
0,1 |
| 10 |
300 |
9549 |
0,125 |
200 |
6366 |
0,125 |
120 |
3820 |
0,125 |
| 12 |
300 |
7958 |
0,153 |
200 |
5305 |
0,153 |
120 |
3183 |
0,153 |
| 16 |
300 |
5968 |
0,25 |
200 |
3979 |
0,25 |
120 |
2387 |
0,25 |
| 20 |
300 |
4775 |
0,28 |
200 |
3183 |
0,28 |
120 |
1910 |
0,28 |
|
|